




Features
•Complete steel-welded structure, with sufficient strength and rigidity;
•Hydraulic down-stroke structure, reliable and smooth;
•Mechanical stop unit, synchronous torque, and high precision;
•The backgauge adopts the backgauge mechanism of the T-type screw with smooth rod, which is driven by a motor;
•Upper tool with tension compensating mechanism, In order to guarantee high precision of bending
CNC System
-1. The new compact kt15 adds a state-of-the-artcomplete touch control solution for synchronized pressbrakes.Offering easiest CNC programming based on theDelem graphical touch screen user interface.2. This panel based control, standard capable of controlling up to 4 axes, can be integrated in cabinets aswell as used in an optional pendulant arm housing.3. lts 10.1"wide screen high resolution colour TFT, withindustrial grade multi touch technology, gives access tothe proven Delem user-interface
4.Machine adjustment and test bends are reduced to aminimum with a quick and easy program-to-productionwork sequence.y.


Upper Tool Fast Clamp
·Upper tool clamping device is fast clamp
Multi-V Bottom Die Clamping(option)
·Multi-V bottom die with different openings


Backgauge
·Ball screw/liner guide are high precision
Front Support
·Aluminium alloy material platform ,attractive appearance,
And decrease scratch of workpicec.


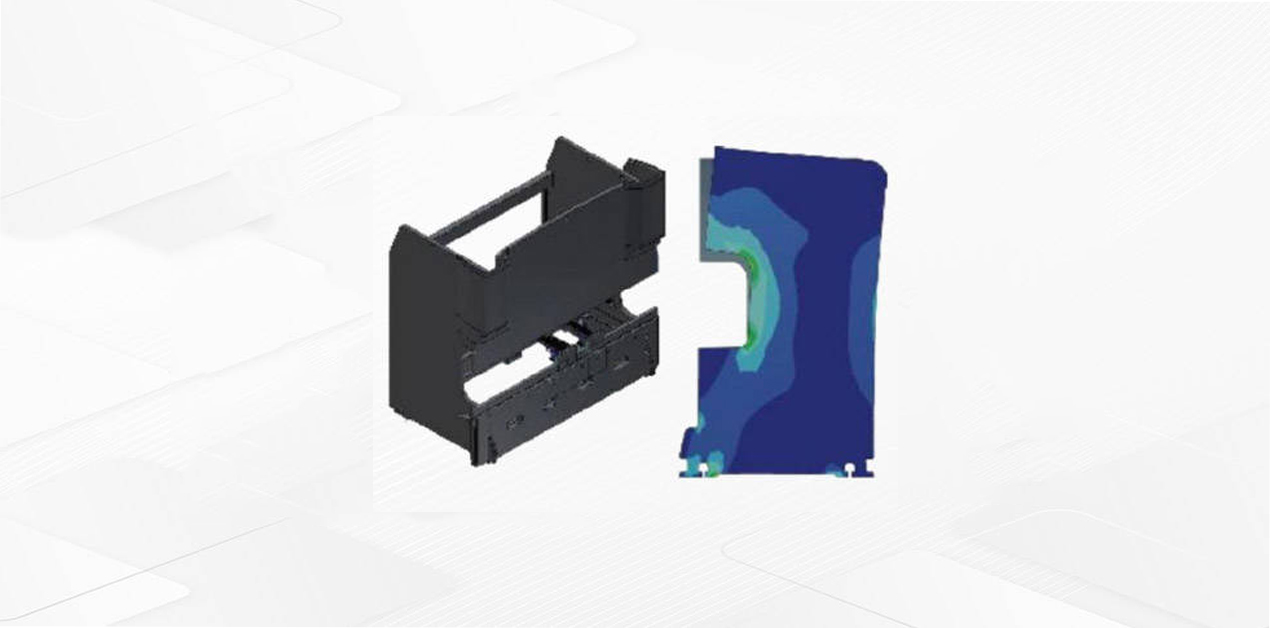
Optional Crowning Compensation for Worktable
· A convex wedge consists of a set of convex oblique wedges with a beveled surface. Each protruding wedge is designed by finite element analysis according to the deflection curve of the slide and worktable.
·The CNC controller system calculates the required compensation amount based on the load force. This force causes deflection and deformation of the vertical plates of the slide and table. And automatically control the relative movement of the convex wedge, so as to effectively compensate for the deflection deformation caused by the slider and the table riser, and obtain the ideal bending workpiece.
Quick Change Bottomm Die
·Adopt 2-v quick change clamping for bottom die

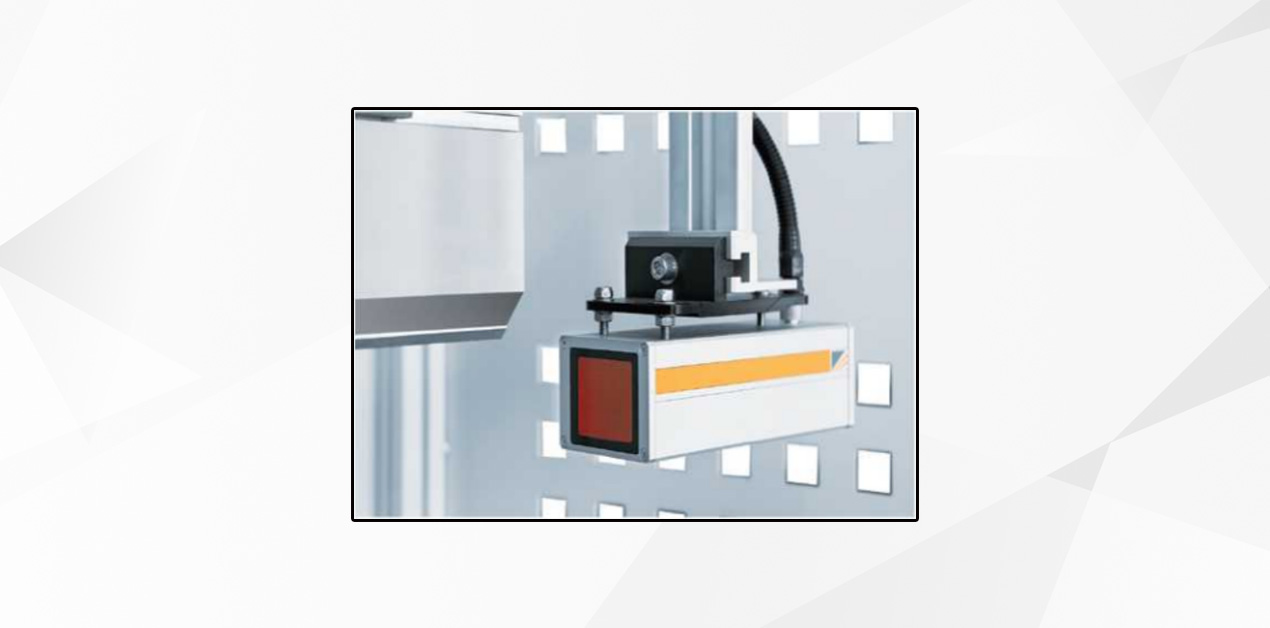
Lasersafe Safety Guard
·Lasersafe PSC-OHS safety guard, communication between CNC controller and safety control module
· Dual beam from protection are point below 4mm below the tip of upper tool,to protect operator`s fingers;three regions(front,middle and real) of leaser can be flexibly closed,ensure complex box bending processing ;mute point is 6mm,to realize efficient and safe production.
Mechanical Servo Bending Help
· When mark bending support plate can realize the function of turning over following.following angle and speed are calculated and controlled by CNC controller,move along linear guide left and right.
· Adjust the height up and down by hand, front and rear can also be adjust manually to suit for different bottom die openning
·Support platform can be brush or stainless steel tube ,according to workpiece size,two supports linkage movement or seperate movement can be chosed.
Main Technical Parameters
| Machine model | WE67K-63T/1600 | |
| Nominal Pressure | 630 kN | |
| Bending length | 1600mm | |
| Distance between columns | 920 mm | |
| Throat Depth | 230 mm | |
| MAX Pressure of system | 22Mpa | |
| Slide running condition | moving journey/stroke | 200mm |
| fast down speed | 180mm/s | |
| return speed | 110mm/s | |
| working speed | 10mm/s | |
| Slide running precision | Position accuracy | ±0.03mm |
| Repeat Position accuracy | ±0.02mm | |
| Main motor power | Power | 7.5 KW |
| rotate speed | 1440r/min | |
| Operate system | Model | KT15 |
| Oil Pump | Model | China high quality |
| Bending precision | angle | ±30 |
| straightness | ±0.7mm/m | |
| Voltage | 220/380/420660V | |

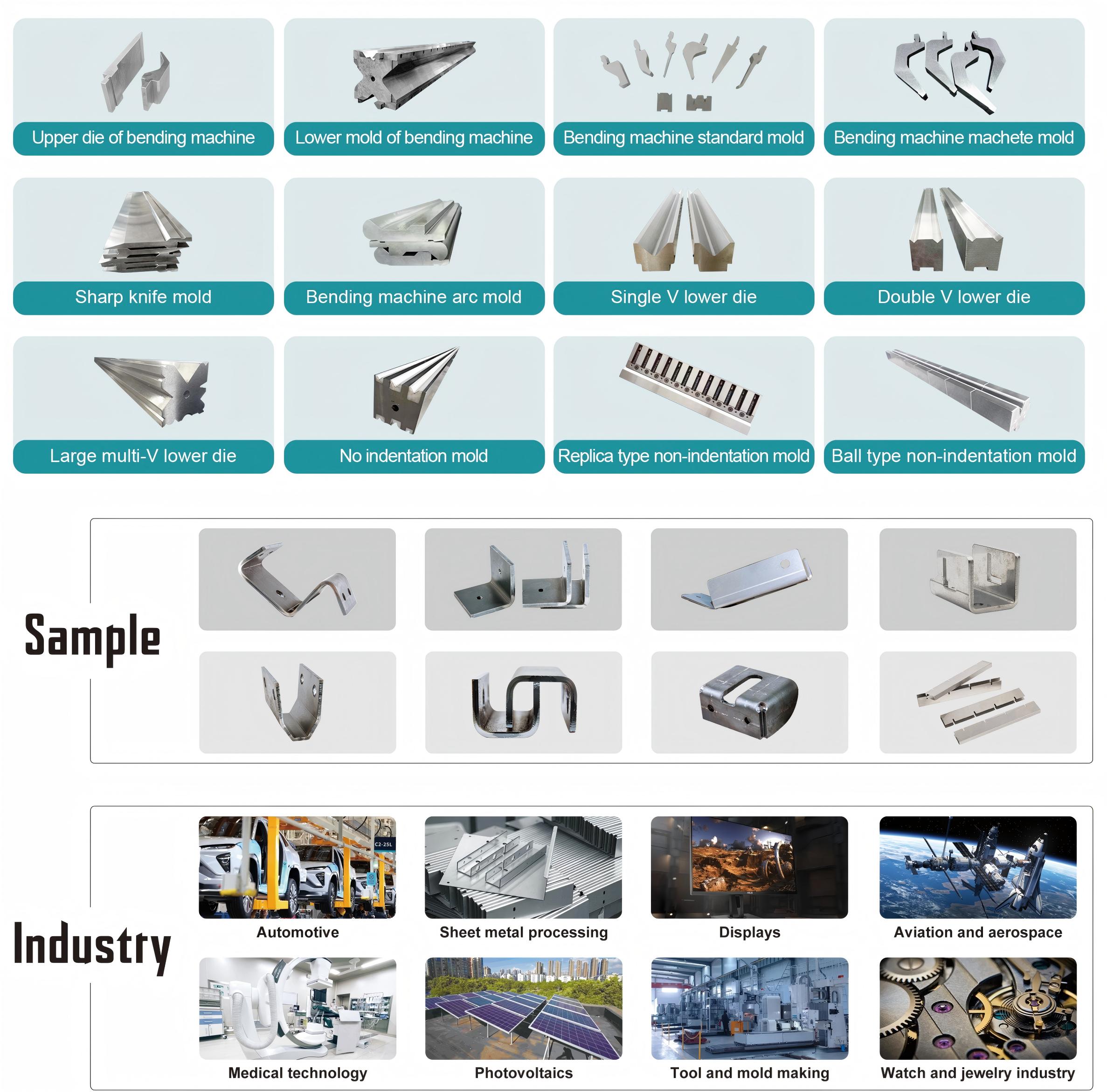
Samples
Packaging

Factory

Our Service

Customer Visit

Off-line Activity

FAQ
Q: Do you have CE document and other documents for customs clearance?
A: Yes, we have CE, Provide you with a one-stop service.
At first we will show you and and after shipment we will give you CE/Packing list/Commercial Invoice/ Sales contract for customs clearance.
A:Could you tell me your materials:cs or ss and their thickness? And the biggest bending width? Then i will confirm the machine model for you.
-

WG67K-30T1600 Efficient Metal Bending Machine f...
-

CNC full Electric Servo Bending Machine pure el...
-

WC67K-63t1600 Large Bending Industrial Sheet Me...
-

LHA05 Flexible Bending Machine at Cost Price fo...
-

LX-6020 Universal High-efficiency All-Electric ...
-

WG67K-160t3200 Lxshow CNC Sheet Metal Press Br...











